



信陽hdpe鋼帶波紋管公司-安徽省榮冠波紋管(在線咨詢)
安徽省榮冠塑業有限公司
經營模式:生産加工
地址:六安市經濟技術開發區銀雀路西側
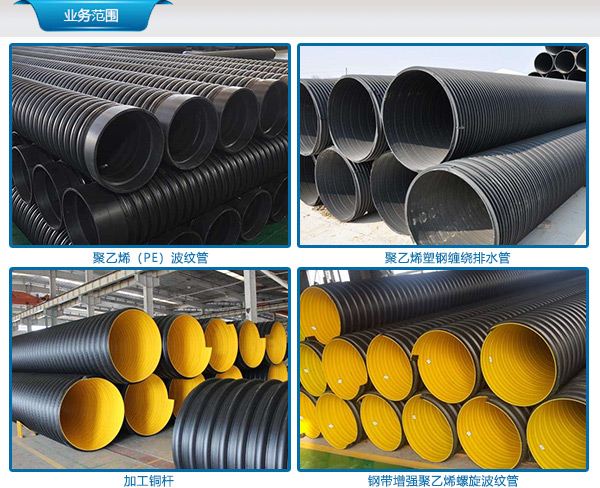
主營:聚乙烯鋼帶增強螺旋波紋管,聚乙烯塑鋼纏繞管
業務熱線:0564-3311787
QQ:254714058
産品詳情 聯系方式
産品品牌:安徽省榮冠
供貨總量:不限
價格說明:議定
包裝說明:不限
物流說明:貨運及物流
交貨說明:按訂單
有效期至:長期有效
PE雙壁波紋管擴口不完整, 擴口的末端無論怎麼調整都無法貼上,原因一般是内層沖氣提前結束了;擴口放氣提前結束了;擴口前端的内層有凹限,引起這種現象的原因一般是内層沖氣過早啟動;水套與在型模塊的中線偏離(成型機與水套不對中);内層壁厚偏薄;内層真空過早停止。擴口末端内層堆料,這種現象往往會導緻擴口往裡面凹。其原因是擴口末端内層料過厚;成型機在此段的降速的量過大;之前幾段的内層沖氣過大;内層的料溫過高緻料坯過軟;外層的料坯在此段過厚。
擴口末端的内層有凹限 其原因一般是擴口後的一個波和第二個波内的氣壓過小;擴口後的一個波和第二個波所對應的内層壁厚過厚;内層真空度較小或内層真空啟動過晚;原材料的韌性差等。



PE雙壁波紋管本身不易吸潮,所以在生産時就要做好除濕工作,這時候需要設備的輔助,接下來一起去看看吧!
熱風幹燥機的原理是利用熱風吹走PE雙壁波紋管原料中的水分,溫度範圍是80-1OOc,幹燥時間多數為40-60min;由于是開式系統,僅能去除原料表面的水分。
脫濕幹燥機的原理是将熱風中的水分經過分子篩置換後,再用幹燥風吹走PE雙壁波紋管中的水分,利用這種方法可以将原料中的水分降至0.1%以下,幹燥溫度一般在80-100oc,幹燥時間一般在2-3h ,性能穩定的幹燥機可以将幹燥風的露1點降至-30℃以下;如果PE雙壁波紋管的原料中的水分含量大于0.08%,需要利用此設備進行預幹燥。


PE雙壁波紋管開孔需要注意啥?
1、将PE雙壁波紋管焊接時其下端的相貫接口焊縫要焊透,在格外介質和操作條件較為惡劣的管道上施焊應當事前對該部位進行測厚做到心中有數,鑽頭的切削部分不能過長,鑽孔東西的拉杆螺栓和壓緊螺杆的長度應當保證鑽孔完成後使帶壓開孔機的鑽頭能退至閥門密封面以上。
2、進行開孔管線的測厚,帶壓開孔施工中,管道内有活動的技術介質,事前進行測厚,能夠做到心中有數,拟定準确的焊接技術,确保安全,并關閉閥門一同盡量避免切屑進入閥門密封面影響閥門關閉時的密封功能,導緻技能介質在此處洩露給下一步的配管工作構成困難。


劉經理先生
手機:13862132613